






අප කවුරුත් දන්නා පරිදි, නවීන යන්ත්රෝපකරණ නිෂ්පාදන කර්මාන්තය තුළ, ව්යවසායන් සඳහා පුළුල් පරාසයක ඉල්ලුමක් ඇත.විශේෂ යන්ත්ර මෙවලම්. සාමාන්යයෙන්, සාමාන්ය විදුම් යන්ත්රවලට ඉහළ ශ්රම තීව්රතාවයක්, අඩු විශේෂ කාර්ය සාධනයක්, අඩු ඵලදායිතාවයක් සහ නිරවද්යතාව පිළිබඳ සහතිකයක් නොමැත; අතර විශේෂ බහු කුහරයවිදුම් යන්ත්රපහසු, ශ්රම ඉතිරිකිරීම්, ප්රගුණ කිරීමට පහසු වන අතර මෙහෙයුම් දෝෂ සහ අසාර්ථකත්වයන්ට ගොදුරු නොවේ. ඔවුන්ට සේවක තෙහෙට්ටුව අඩු කිරීමට පමණක් නොව, කම්කරුවන්ගේ සහ විදුම් යන්ත්රවල ආරක්ෂාව සහතික කළ හැකිය. එය ආරක්ෂිත වන අතර විදුම් යන්ත්රයේ ඵලදායිතාව වැඩි දියුණු කළ හැකිය. විද්යාව හා තාක්ෂණයේ අඛණ්ඩ වර්ධනයත් සමඟ,විශේෂ විදුම් යන්ත්රනිෂ්පාදනයේදී බහුලව භාවිතා වේ. වෙනත් වචන වලින් කිවහොත්, විශේෂීකරණය ශක්තිමත් වන තරමට සමාගමට එහි නිෂ්පාදනවල ගුණාත්මකභාවය සහතික කළ හැකිය. එබැවින්, ව්යවසායයේ තරඟකාරිත්වය සඳහා විශේෂ යන්ත්ර මෙවලම් භාවිතය ඉතා වැදගත් කාර්යභාරයක් ඉටු කරයි.

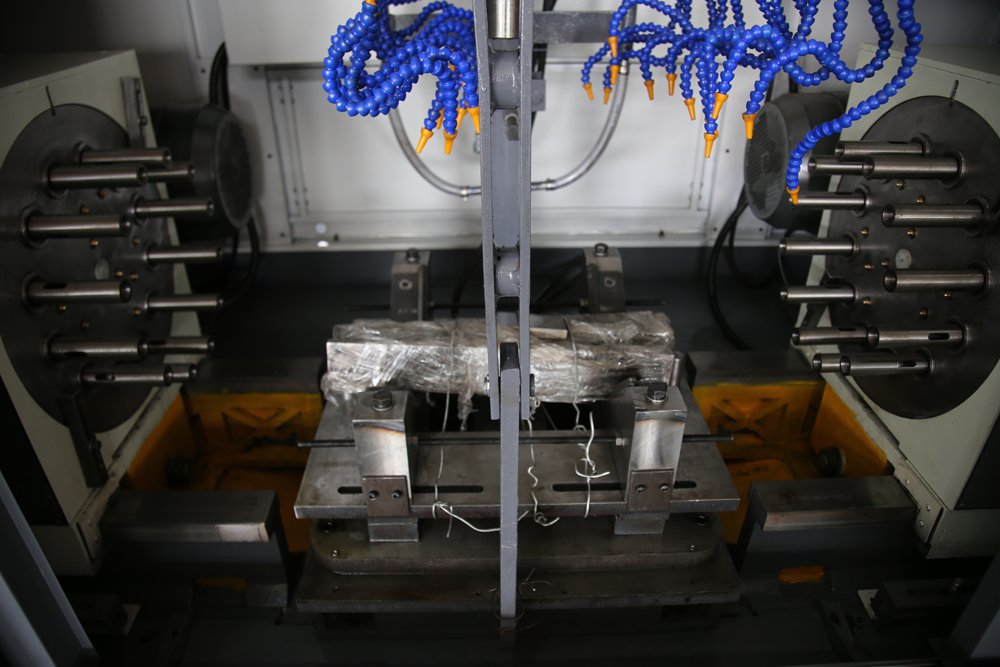
දබහු සිදුරු විදුම් යන්ත්රයඅපගේ කර්මාන්ත ශාලාව විසින් නිෂ්පාදනය කරන ලද විශේෂයෙන් ඉලක්ක කර ඇතකපාට කර්මාන්තය. එය සියලු වර්ගවල අවබෝධ කර ගත හැකියගේට්ටු කපාට, සමනල කපාට, පාලන කපාටසහ අනෙකුත් කපාට. වාත්තු වානේ හෝ යකඩ යකඩවලින් සාදා ඇති තුන්-හෝ ද්වි-පාර්ශ්වික ෆ්ලැන්ජ් විය හැකියසරඹ හා තට්ටුඑම අවස්ථාවේදී ම. කපාට කාර්යක්ෂමතාවයේ විස්මිත වැඩිවීමට අමතරව, පොම්ප ශරීර සැකසීම, වාහන අමතර කොටස්, ඉංජිනේරු යන්ත්රෝපකරණ සහ අනෙකුත් කොටස් වැනි අනෙකුත් ප්රධාන යෙදුම් ක්ෂේත්ර, අවසාන සිදුරු, මැද සිදුරු, ටේපර්ඩ් සිදුරු සහ එකවර විදීම සඳහා ද භාවිතා කළ හැකිය. වැඩ කොටස මත ගෝලාකාර සිදුරු. සිදුරු සැකසීම. බහු-සිදුරු සරඹහයිඩ්රොලික් සහ සංඛ්යාත්මක පාලන පද්ධති ක්රියාකාරිත්වයේ ක්රම දෙකක් ඇත, ස්වයංක්රීයකරණය, ඉහළ නිරවද්යතාවය, බහු-විවිධත්වය සහ මහා පරිමාණ නිෂ්පාදනය අවබෝධ කර ගත හැකිය.
භාවිතා කිරීමේදී යම් යම් පූර්වාරක්ෂාවන් ද ඇතබහු සිදුරු සරඹ. මේ සඳහා අපි පහත සාරාංශය සකස් කර ඇත:
1) සරඹ බිට් එක තනි තනිව අභිරුචිකරණය කර ඇසුරුම් කළ යුතු අතර, කම්පනය සහ ගැටීම වළක්වා ගැනීම සඳහා ප්රවාහනයේදී එය තදින් සවි කළ යුතුය.
2) සරඹයේ විෂ්කම්භය මැනීම සඳහා, යාන්ත්රික ස්පර්ශයෙන් තුවාල වීම වළක්වා ගැනීම සඳහා මෙවලම් අන්වීක්ෂයක් වැනි ස්පර්ශ නොවන මිනුම් උපකරණයක් භාවිතා කරන්න.
3) දබහු ස්පින්ඩල් විදීමපවර් හෙඩ් භාවිතා කරන අතරතුර විදුම් අච්චු ස්ථානගත කිරීමේ මුද්ද භාවිතා කළ යුතුය, එවිට ස්පින්ඩලය මත ස්ථාපනය කර ඇති සරඹ බිට් එකේ දිගුව අනුකූල වන පරිදි සකස් කළ යුතුය. බහු ස්පින්ඩල්විදුම් යන්ත්රමෙම කරුණ කෙරෙහි වැඩි අවධානයක් යොමු කළ යුතුය, එවිට එක් එක් ස්පින්ඩලයේ විදුම් ගැඹුර ඒකමතික විය යුතුය.
4) සරඹයේ කැපුම් දාරයේ ඇඳීම පරීක්ෂා කරන්න.
5) දබහු සිදුරු විදුම් යන්ත්රයස්පින්ඩල් සහ චක් වල සාන්ද්රණය නිතිපතා පරීක්ෂා කළ යුතුය. දුර්වල සාන්ද්රණය කුඩා විෂ්කම්භයකින් යුත් සරඹ කැඩීමට සහ සිදුරු විෂ්කම්භය වැඩි කිරීමට හේතු වේ. දුර්වල කලම්ප බලය නිසා නියම වේගය නියමිත වේගයට නොගැලපේ. සරඹ බිටු අතර ලිස්සා යාමක් සිදුවනු ඇත.
6) චක් එකෙහි ඇති බහු-සිදුරු සරඹයේ කලම්ප දිග, සරඹ ෂේන්ක් එකේ විෂ්කම්භය මෙන් 4 සිට 5 ගුණයක් දක්වා තදින් තද කළ යුතුය.
7) සෑම විටම ස්පින්ඩලය පරීක්ෂා කරන්න. කැණීමේදී කැඩුණු සරඹ සහ අර්ධ සිදුරු වැළැක්වීම සඳහා ප්රධාන පතුවළ සෙලවිය නොහැක.
8) බහු සිදුරු සරඹයේ වැඩ බංකුව මත ස්ථානගත කිරීමේ පද්ධතිය තදින් ස්ථානගත කර සමතලා කර ඇති අතර එමඟින් සරඹයේ ආයු කාලය දිගු වන අතර නිෂ්පාදන පිරිවැය සහ පිරිවැය අඩු කරයි. අධික ඇඹරුම් බලපෑම ප්රතිවිරෝධී වේ.


පසු කාලය: නොවැම්බර්-20-2021