ලෝහ රෝල් සිලින්ඩරය හැරවීම සඳහා ඇඹරුම් රෝද සහිත චීනයේ ඉහළම සැපයුම්කරුවන්
“ඉහළ ගුණාත්මක, කඩිනමින් බෙදාහැරීම, තරඟකාරී මිල” තුළ අඛණ්ඩව, අපි දැන් සමානව විදේශයන්හි සහ දේශීය පාරිභෝගිකයින් සමඟ දිගුකාලීන සහයෝගීතාවයක් ඇති කර ගෙන ඇති අතර ඉහළම සැපයුම්කරුවන් වන චීනයේ බර පැටවූ ලේත් යන්ත්රය ඇඹරුම් රෝදය සඳහා නව සහ පැරණි සේවාදායකයින්ගේ සැලකිය යුතු අදහස් ලබා ගනිමු. ලෝහමය රෝල් සිලින්ඩරය හැරවීම සඳහා, අපි, විවෘත ආයුධ සහිතව, අපගේ වෙබ් පිටුවට යාමට කුතුහලයෙන් සිටින සියලුම ගැනුම්කරුවන්ට ආරාධනා කරන්නෙමු, නැතහොත් වැඩිදුර වැඩි විස්තර සඳහා ක්ෂණිකව අප අමතන්න.
“ඉහළ ගුණාත්මක, කඩිනමින් බෙදාහැරීම, තරඟකාරී මිල” තුළ අඛණ්ඩව, අපි දැන් විදේශයන්හි සහ දේශීයව සමානව පාරිභෝගිකයින් සමඟ දිගුකාලීන සහයෝගීතාවයක් ඇති කර ගෙන නව සහ පැරණි සේවාදායකයින්ගේ සැලකිය යුතු අදහස් ලබා ගනිමුChina Cnc Lathe, තිරස් පට්ටල යන්ත්රය, විවිධ තත්ත්ව ශ්රේණි සහ පාරිභෝගිකයාගේ විශේෂ සැලසුම සමඟ අභිරුචි ඇණවුම් පිළිගත හැකිය. ලොව පුරා සිටින පාරිභෝගිකයින්ගෙන් දිගු කාලීනව ව්යාපාරයේ යහපත් සහ සාර්ථක සහයෝගීතාවයක් ඇති කර ගැනීමට අපි බලා සිටිමු.
ඔටෝමොබයිල් ඇක්සල් තාක්ෂණ විශ්ලේෂණය

මෝටර් රථ අක්ෂය
යටිපෙළේ (රාමු) දෙපස රෝද සහිත අක්ෂ සාමූහිකව ඔටෝමොබයිල් ඇක්සල් ලෙස හඳුන්වනු ලබන අතර රිය පැදවීමේ හැකියාව ඇති අක්ෂ සාමාන්යයෙන් අක්ෂ ලෙස හැඳින්වේ. දෙක අතර ඇති ප්රධාන වෙනස වන්නේ ඇක්සලයේ (අක්ෂයේ) මැද ධාවකයක් තිබේද යන්නයි. මෙම පත්රිකාවේ, ඩ්රයිව් යුනිට් සහිත ඔටෝමොබයිල් ඇක්සලය ඔටෝමොබයිල් ඇක්සලය ලෙසත්, ඩ්රයිව් නොමැති වාහනය ඔටෝමොබයිල් ඇක්සලය ලෙසත් හඳුන්වන්නේ වෙනස පෙන්වීමටය.
ලොජිස්ටික්ස් සහ ප්රවාහනය සඳහා වැඩිවන ඉල්ලුමත් සමඟ, වෘත්තීය ප්රවාහනය සහ විශේෂ මෙහෙයුම් වලදී මෝටර් රථ අක්ෂවල, විශේෂයෙන් ට්රේලර් සහ අර්ධ ට්රේලර්වල උසස් බව වඩ වඩාත් පැහැදිලි වෙමින් පවතින අතර වෙළඳපල ඉල්ලුම සැලකිය යුතු ලෙස වැඩි වී තිබේ.
මෙම තාක්ෂණික අක්ෂයේ යන්ත්රෝපකරණ ක්රියාවලිය විශ්ලේෂණය කරයි, පාරිභෝගිකයින්ට වඩාත් සුදුසු CNC යන්ත්රයක් තෝරා ගැනීමට උපකාර කිරීමට බලාපොරොත්තු වේ.


මෝටර් රථ ඇක්සල් වර්ගීකරණය:
අක්ෂ වර්ග තිරිංග වර්ගය අනුව වෙනස් වන අතර ඒවා බෙදා ඇත: තැටි තිරිංග අක්ෂ, ඩ්රම් තිරිංග අක්ෂ, ආදිය.
පතුවළ විෂ්කම්භය ව්යුහයේ විශාලත්වය අනුව, එය බෙදී ඇත: ඇමරිකානු අක්ෂය, ජර්මානු අක්ෂය; ආදිය
හැඩය සහ ව්යුහය අනුව, එය බෙදා ඇත:
සම්පූර්ණ: ඝන හතරැස් නල අක්ෂය, කුහර හතරැස් නල අක්ෂය, කුහර රවුම් අක්ෂය;
බෙදුණු ශරීරය: පතුවළ හිස + හිස් පතුවළ නල වෑල්ඩින්.
අක්ෂයේ සැකසුම් අන්තර්ගතයෙන්, ඝන සහ හිස් අක්ෂ සැකසුම් උපකරණ තෝරාගැනීමට සම්බන්ධ වේ.
පහත දැක්වෙන්නේ සම්පූර්ණ අක්ෂයේ නිෂ්පාදන ක්රියාවලියේ විශ්ලේෂණය (ඝන සහ කුහර ලෙසද බෙදා ඇත; හතරැස් නළය සහ වටකුරු නළය), සහ බෙදීම් අක්ෂය (ඝන සහ හිස් පතුවළ හිස + හිස් පතුවළ නල වෑල්ඩින්), විශේෂයෙන්, යන්ත්රෝපකරණ ක්රියාවලිය වඩාත් සුදුසු යන්ත්රය වඩා හොඳින් තෝරා ගැනීමට විශ්ලේෂණය කෙරේ.
මෝටර් රථ අක්ෂ සඳහා නිෂ්පාදන ක්රියාවලිය සහ යන්ත්රය:
1. සමස්ත අක්ෂයේ සාම්ප්රදායික නිෂ්පාදන ක්රියාවලිය:

ඉහත ඇක්සල් නිෂ්පාදන ක්රියාවලියෙන්, යන්ත්රෝපකරණ සම්පූර්ණ කිරීම සඳහා අවම වශයෙන් යන්ත්ර මෙවලම් වර්ග තුනක් අවශ්ය වේ: ඇඹරුම් යන්ත්රය හෝ ද්විත්ව ඒකපාර්ශ්වික කම්මැලි යන්ත්රය, CNC පට්ටල, විදුම් සහ ඇඹරුම් යන්ත්රය සහ CNC පට්ටල හැරවීමට අවශ්ය වේ (සමහර පාරිභෝගිකයින් සතුව ඇත. තෝරාගත් ද්විත්ව හිස CNC පට්ටලය). නූල් සැකසීම සම්බන්ධයෙන්, පතුවළ විෂ්කම්භය නිවා දැමුවහොත්, එය නිවා දැමීමෙන් පසුව සකසනු ලැබේ; නිවාදැමීමක් නොමැති නම්, එය OP2 සහ OP3 හි සකසනු ලබන අතර, OP4 සහ OP5 අනුක්රමික යන්ත්ර මෙවලම් ඉවත් කරනු ලැබේ.

නව නිෂ්පාදන ක්රියාවලියෙන්, යන්ත්ර (ඝන අක්ෂය) හෝ ද්විත්ව ඒක පාර්ශවීය කම්මැලි යන්ත්රය (කුහර අක්ෂය) සහ CNC පට්ටල, සම්ප්රදායික OP1 ඇඹරීම, OP2, OP3 හැරවුම් අනුපිළිවෙල, සහ OP5 විදුම් සහ ඇඹරීම සඳහා භාවිතා කරන ඇඹරුම් යන්ත්රය ප්රතිස්ථාපනය කළ හැකිය. ද්විත්ව අන්ත CNC පට්ටල OP1 මගින්.
පතුවළ විෂ්කම්භය නිවාදැමීම අවශ්ය නොවන ඝන අක්ෂ සඳහා, යතුරු කට්ට ඇඹරීම සහ රේඩියල් සිදුරු විදීම ඇතුළුව සියලුම යන්ත්ර අන්තර්ගතය එක් සැකසුමකින් සම්පූර්ණ කළ හැක. පතුවළ විෂ්කම්භය නිවාදැමීම අවශ්ය නොවන හිස් අක්ෂ සඳහා, යන්ත්ර මෙවලම තුළ ස්වයංක්රීය පරිවර්තන කලම්ප ප්රමිතිය සාක්ෂාත් කර ගත හැකි අතර යන්ත්රෝපකරණ අන්තර්ගතය එක් යන්ත්ර මෙවලමකින් සම්පූර්ණ කළ හැකිය.
ඇක්සල් යන්ත්ර කිරීම සඳහා ද්විත්ව අන්ත ඇක්සල් විශේෂ CNC පට්ටල තෝරන්න යන්ත්රෝපකරණ මාර්ගය සැලකිය යුතු ලෙස කෙටි කරයි, සහ තෝරාගත් යන්ත්ර මෙවලම් වර්ගය සහ ප්රමාණය ද අඩු වේ.
3.ස්ප්ලිට් ඇක්සල් නිෂ්පාදන ක්රියාවලිය:

ඉහත ක්රියාවලියෙන්, වෑල්ඩින්ට පෙර ඇක්සල් නලයේ සැකසුම් උපකරණ ද්විත්ව අන්ත CNC පට්ටලයක් ලෙසද තෝරා ගත හැකිය. වෑල්ඩින් පසු අක්ෂය සැකසීම සඳහා, ද්විත්ව අන්ත අක්ෂ සඳහා විශේෂ CNC පට්ටලයක් පළමු තේරීම විය යුතුය: අන්ත දෙකෙහිම එකවර සැකසීම, ඉහළ සැකසුම් කාර්යක්ෂමතාව සහ හොඳ යන්ත්රෝපකරණ නිරවද්යතාව. අක්ෂයේ දෙපැත්තේ ඇති යතුරු මාර්ගය සහ රේඩියල් සිදුර යන්ත්රගත කිරීමට අවශ්ය නම්, යන්ත්රයට පසුව ඇති යතුරු මාර්ගය සහ රේඩියල් සිදුර එකට සැකසීමට බල මෙවලම් රඳවනයක් ද තිබිය හැකිය.
4.නව ක්රියාවලි තෝරාගැනීමේ යන්ත්රයේ වාසිය සහ විශේෂාංගය
1) ක්රියාවලියේ සාන්ද්රණය, වැඩ කොටස් කලම්ප කිරීමේ කාලය අඩු කිරීම, සහායක සැකසුම් කාලය අඩු කිරීම, දෙපසම එකවර සැකසුම් තාක්ෂණය භාවිතා කිරීම, නිෂ්පාදන කාර්යක්ෂමතාව සැලකිය යුතු ලෙස වැඩි දියුණු වේ.
2) එක් වරක් කලම්ප කිරීම, අන්ත දෙකෙහිම එකවර සැකසීම, අක්ෂයේ යන්ත්රෝපකරණ නිරවද්යතාවය සහ කෝක්ෂීයතාව වැඩි දියුණු කරයි.
3) නිෂ්පාදන ක්රියාවලිය කෙටි කිරීම, නිෂ්පාදන භූමියේ කොටස් පිරිවැටුම අඩු කිරීම, වෙබ් අඩවියේ භාවිතයේ කාර්යක්ෂමතාව වැඩි දියුණු කිරීම සහ නිෂ්පාදන සංවිධානය සහ කළමනාකරණය වැඩිදියුණු කිරීමට උපකාරී වේ.
4) ඉහළ කාර්යක්ෂමතාවයකින් යුත් සැකසුම් උපකරණ භාවිතය හේතුවෙන්, එය සම්පූර්ණයෙන්ම ස්වයංක්රීය නිෂ්පාදනයක් ලබා ගැනීමට සහ ශ්රම පිරිවැය අඩු කිරීමට පැටවීමේ සහ බෑමේ උපාංග සහ ගබඩා උපාංග වලින් සමන්විත විය හැකිය.
5) වැඩ ෙකොටස් අතරමැදි ස්ථානයේ තද කර ඇති අතර, ක්ලැම්ප් කිරීම විශ්වසනීය වන අතර, මැෂින් ටූල් කැපීම සඳහා අවශ්ය වන ව්යවර්ථය ප්රමාණවත් වන අතර, විශාල හැරීම් සිදු කළ හැකිය.
6) යන්ත්ර මෙවලම ස්වයංක්රීය හඳුනාගැනීමේ උපාංගයකින් සමන්විත විය හැකිය, විශේෂයෙන් කුහර අක්ෂය සඳහා, යන්ත්රකරණයෙන් පසු අක්ෂයේ ඒකාකාර thickness ණකම සහතික කළ හැකිය.
7) හිස් අක්ෂ සඳහා, OP1 අනුක්රමයේ දෙපස අභ්යන්තර සිදුරු අවසන් වූ විට, සම්ප්රදායික පාරිභෝගිකයා කලම්පය එසවීමට එක් කෙළවරක් භාවිතා කරන අතර අනෙක් කෙළවර හැරවීම සඳහා වැඩ කොටස තද කිරීමට ටේල්ස්ටොක් භාවිතා කරයි, නමුත් ප්රමාණය අභ්යන්තර කුහරය වෙනස් වේ. කුඩා අභ්යන්තර කුහරය සඳහා, තද කිරීමේ දෘඩතාව ප්රමාණවත් නොවේ, ඉහළ තද කිරීමේ ව්යවර්ථය ප්රමාණවත් නොවේ, සහ කාර්යක්ෂම කැපීම සම්පූර්ණ කළ නොහැක.
නව ද්විත්ව මුහුණත පට්ටලය සඳහා, හිස් ඇක්සලය සඳහා, වාහනයේ දෙපැත්තේ ඇති අභ්යන්තර සිදුරු අවසන් වූ විට, යන්ත්රය ස්වයංක්රීයව කලම්ප ප්රකාරය මාරු කරයි: වැඩ කොටස තද කිරීමට කෙළවර දෙක භාවිතා කරන අතර මැද ධාවකය වැඩ කොටස පාවෙයි. ව්යවර්ථ සම්ප්රේෂණය කිරීමට.
8) බිල්ට් හයිඩ්රොලික් කලම්ප වැඩ කොටස සහිත හෙඩ්ස්ටොක් යන්ත්රයේ Z දිශාවට ගෙන යා හැක. පාරිභෝගිකයාට අවශ්ය පරිදි මැද හතරැස් නළයේ (වටකුරු නළය), පහළ තහඩුවේ පිහිටීම සහ අක්ෂයේ පතුවළ විෂ්කම්භය පිහිටීමෙහි පිහිටීම තබා ගත හැකිය.
5. නිගමනය:
ඉහත තත්ත්වය අනුව, මැෂින් ඔටෝමොබයිල් ඇක්සල් සඳහා ද්විත්ව අන්ත CNC පට්ටල භාවිතා කිරීම සම්ප්රදායික ක්රියාවලීන්ට වඩා සැලකිය යුතු වාසි ඇත. එය නිෂ්පාදන ක්රියාවලිය සහ යන්ත්ර ව්යුහය අනුව සම්ප්රදායික යන්ත්ර මෙවලම් ප්රතිස්ථාපනය කළ හැකි උසස් නිෂ්පාදන තාක්ෂණයකි.
හි මැද කොටස
6.Axle පාරිභෝගික නඩුව

විශේෂ ද්විත්ව අන්ත Axle CNC පට්ටල හැඳින්වීම
ඇක්සල් සැකසුම් පරාසය: ∮50-200mm, □50-150mm, සැකසුම් දිග: 1000-2800mm
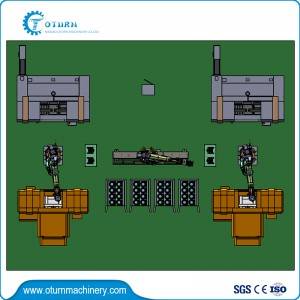
යන්ත්ර ව්යුහය සහ කාර්ය සාධනය හැඳින්වීම
යන්ත්ර මෙවලම හොඳ දෘඪතාව සහ පහසු චිප් ඉවත් කිරීමේ හැකියාව ඇති 45° බෑවුම් ඇඳ පිරිසැලසුමක් අනුගමනය කරයි. අතරමැදි ඩ්රයිව් ක්ලැම්ප් කිරීමේ ක්රියාකාරිත්වය සහිත හෙඩ්ස්ටොක් ඇඳ මැද සකස් කර ඇති අතර මෙවලම් රඳවනයන් දෙක ස්පින්ඩල් පෙට්ටියේ දෙපස සකස් කර ඇත. යන්ත්රයේ අවම කලම්ප දිග 1200mm වන අතර උපරිම යන්ත්ර දිග 2800mm වේ. රෝලිං මාර්ගෝපදේශය සම්මත කර ඇති අතර, එක් එක් සර්වෝ පෝෂක පතුවළ ඉහළ-නිශ්ශබ්ද බෝල ඉස්කුරුප්පුවක් භාවිතා කරයි, සහ ඉලාස්ටික් කප්ලිං සෘජුවම සම්බන්ධ වන අතර ශබ්දය අඩුය, ස්ථානගත කිරීමේ නිරවද්යතාවය සහ නැවත නැවත ස්ථානගත කිරීමේ නිරවද්යතාවය ඉහළ ය.
■ යන්ත්රය නාලිකා දෙකක පාලන පද්ධතියකින් සමන්විත වේ. කොටසෙහි කෙළවර දෙකෙහි එකවර හෝ අනුක්රමික යන්ත්රෝපකරණ සම්පූර්ණ කිරීම සඳහා මෙවලම් දරන්නන් දෙක එකවර හෝ වෙන වෙනම ස්පින්ඩලය වෙත සම්බන්ධ කළ හැක.
■ යන්ත්රය ද්විත්ව හිස්වැසුම් වලින් සමන්විත වේ. ප්රධාන හිස්වැස්ම ඇඳ මැද සවි කර ඇති අතර, සර්වෝ මෝටරය දත් පටිය හරහා ප්රධාන පතුවළට විදුලිය සපයයි. උප-ස්පින්ඩල් පෙට්ටිය යන්ත්ර මෙවලමෙහි පහළ මාර්ගෝපදේශක රේල් පීල්ල මත ස්ථාපනය කර ඇති අතර, ප්රධාන ස්පින්ඩල් පෙට්ටිය සමඟ සමපාත වන අතර, කොටස් පැටවීම සහ බෑම පහසු කිරීම සඳහා සර්වෝ මෝටරය මඟින් අක්ෂීයව ගෙන යා හැකි අතර විවිධ කලම්ප සකස් කිරීම පහසුය. තනතුරු. කොටස් යන්ත්ර සූත්ර කිරීමේදී උප ස්පින්ඩල් පදනම යන්ත්ර රේල් එකට අගුළු දමා ඇත. නිශ්පාදන ක්රියාවලිය මගින් හෙඩ්ස්ටොක් දෙකේ කොක්සියල් නිරවද්යතාවය සහතික කර ඇති අතර, එහි ප්රතිඵලයක් ලෙස යන්ත්රගත කොටස්වල සාන්ද්රණය ඉහළ මට්ටමක පවතී.


■ Headstock ස්පින්ඩල් පද්ධතිය, සවිකෘත සහ තෙල් බෙදා හැරීමේ පද්ධතිය ඒකාබද්ධ කරයි, සහ සංයුක්ත ව්යුහයක් සහ විශ්වාසනීය ක්රියාකාරිත්වයක් ඇත. නිශ්චිත කලම්ප විෂ්කම්භය සහ හෙඩ්ස්ටොක්හි පළල පාරිභෝගිකයාගේ ඇක්සල් කොටස් මගින් තීරණය වේ.
ප්රධාන හෙඩ්ස්ටොක් පටි සහ ගියර් අදියර දෙකකින් මන්දගාමී වන අතර, විශාල ව්යවර්ථයක් ප්රතිදානය කිරීමට දඟරයට හැකි වේ. කොටස් කලම්ප කිරීම සාක්ෂාත් කර ගැනීම සඳහා පිළිවෙලින් ප්රධාන හෙඩ්ස්ටොක් එකේ වම් කෙළවරේ සහ උප ශීර්ෂයේ දකුණු කෙළවරේ කලම්පයක් සවි කර ඇත. ප්රධාන හෙඩ්ස්ටොක් එක භ්රමණය වීමට කොටස් ගෙන යන විට, උප-හෙඩ්ස්ටොක් කලම්ප කලම්ප කොටස් ප්රධාන හෙඩ්ස්ටොක් සමඟ භ්රමණය වේ.



සවිකෘත රේඩියල් සිලින්ඩර තුනකින් සමන්විත වේ (රවුම් ද්රව්ය සහ හතරැස් ද්රව්ය දෙකම තද කර ඇත්නම් රේඩියල් සිලින්ඩර හතරක්), පිස්ටනය හයිඩ්රොලික් පීඩනය මගින් ප්රතිනිර්මාණය වන අතර ස්වයං-සාක්ෂාත් කර ගැනීම සඳහා පිස්ටන් අවසානයේ නියපොතු සවි කර ඇත. කොටස් කේන්ද්රගත කිරීම. කලම්ප කිරීම. කොටස් වෙනස් කිරීමේදී නියපොතු වෙනස් කිරීම ඉක්මන් හා පහසුය. කලම්ප බලය හයිඩ්රොලික් පද්ධතියේ හයිඩ්රොලික් පීඩනය මගින් සකස් කරනු ලැබේ. කොටස යන්තගත කරන විට, කලම්පය ප්රධාන පතුවළ සමඟ භ්රමණය වන අතර, තෙල් බෙදා හැරීමේ පද්ධතිය කලම්පයට තෙල් සපයයි, එවිට කලම්පයට භ්රමණය අතරතුර ප්රමාණවත් කලම්ප බලයක් ඇත. කලම්පයට විශාල කලම්ප බලයේ සහ විශාල නියපොතු පහරේ වාසි ඇත.
■ පාරිභෝගිකයාගේ හිස් ඇක්සල් යන්ත්රකරණයෙන් පසු ඒකාකාර බිත්ති ඝණත්වය පිළිබඳ ගැටළුව විසඳීම සඳහා, යන්ත්රය ස්වයංක්රීය වැඩ කොටස් පරීක්ෂා කිරීමේ උපාංගයකින් සමන්විත විය හැකිය. ඇක්සල් කලම්ප කිරීම අවසන් වූ පසු, වැඩ කොටස ස්වයංක්රීයව පරීක්ෂාව දිගු වන බව හඳුනාගෙන වැඩ කොටසෙහි පිහිටීම මනිනු ලැබේ; මැනීම අවසන් වූ පසු, උපාංගය සංවෘත අවකාශයට ආපසු යයි.


කුහර අක්ෂවල විවිධ යන්ත්රෝපකරණ ක්රියාවලීන් සඳහා, දරණ ස්ථානය කලම්ප යොමුව ලෙස භාවිතා කරන්නේ නම්, ස්වයංක්රීය කලම්ප සහ කලම්ප සහිත යන්ත්ර ව්යුහය තෝරා ගත හැකි අතර, ප්රධාන සහ සහායක ස්පින්ඩල් හිස් දෙපසම වැඩසටහන්ගත කළ හැකි ටේල්ස්ටොක් සපයනු ලැබේ. එක් යන්ත්රයක අවශ්යතා. එය එකවර පියවර දෙකක සැකසුම් සම්පූර්ණ කිරීමට අපේක්ෂා කෙරේ. ඒ අතරම, එය ස්වයංක්රීයව පැටවීමේ සහ බෑමේ කොටස් වැඩි වැඩියෙන් හොඳ තේරීමක් කරයි.
■ වම් සහ දකුණු මෙවලම් රඳවනයන් සාමාන්ය භ්රමණ මෙවලම් රඳවනයන් හෝ බල ටර්ට් වලින් සමන්විත විය හැකිය. ඒවාට විදුම් සහ ඇඹරුම් කාර්යයන් ඇත, එමඟින් ප්රධාන කොටස් කැණීම සහ ඇඹරීම සම්පූර්ණ කළ හැකිය.
■ යන්ත්ර මෙවලම සම්පුර්ණයෙන්ම වසා ඇති අතර ස්වයංක්රීය ලිහිසි කිරීමේ උපකරණය සහ ස්වයංක්රීය චිප් ඉවත් කිරීමේ උපාංගය (ඉදිරිපස) වලින් සමන්විත වේ. එය හොඳ ආරක්ෂණ කාර්ය සාධනයක්, ලස්සන පෙනුමක්, පහසු මෙහෙයුම් සහ පහසු නඩත්තු ඇත.
■ සවිස්තර යන්ත්ර පිරිවිතර සහ වින්යාසයන් ඇක්සල් අවශ්යතා සහ පාරිභෝගික අවශ්යතා අනුව තීරණය කරනු ලබන අතර, මෙහි නැවත නැවත සිදු නොවේ.



ඔබේ අවධානයට ස්තූතියි!“ඉහළ ගුණාත්මක, කඩිනමින් බෙදාහැරීම, තරඟකාරී මිල” තුළ අඛණ්ඩව, අපි දැන් සමානව විදේශයන්හි සහ දේශීය පාරිභෝගිකයින් සමඟ දිගුකාලීන සහයෝගීතාවයක් ඇති කර ගෙන ඇති අතර ඉහළම සැපයුම්කරුවන් වන චීනයේ බර පැටවූ ලේත් යන්ත්රය ඇඹරුම් රෝදය සඳහා නව සහ පැරණි සේවාදායකයින්ගේ සැලකිය යුතු අදහස් ලබා ගනිමු. ලෝහමය රෝල් සිලින්ඩරය හැරවීම සඳහා, අපි, විවෘත ආයුධ සහිතව, අපගේ වෙබ් පිටුවට යාමට කුතුහලයෙන් සිටින සියලුම ගැනුම්කරුවන්ට ආරාධනා කරන්නෙමු, නැතහොත් වැඩිදුර වැඩි විස්තර සඳහා ක්ෂණිකව අප අමතන්න.
ඉහළම සැපයුම්කරුවන් වන China CNC Lathe, Horizontal Lathe Machine, අභිරුචි ඇණවුම් විවිධ ගුණාත්මක ශ්රේණියේ සහ පාරිභෝගිකයාගේ විශේෂ සැලසුම සමඟ පිළිගත හැකිය. ලොව පුරා සිටින පාරිභෝගිකයින්ගෙන් දිගු කාලීනව ව්යාපාරයේ යහපත් සහ සාර්ථක සහයෝගීතාවයක් ඇති කර ගැනීමට අපි බලා සිටිමු.